Vacuum Drill



The Vacuum drilling system, originally patented in the early 1960’s, has been specifically developed to provide a low cost, highly efficient drill sample recovery system. Extensive field development and testing has resulted in the vacuum drilling system being recognised as available accurate drilling method.
Principally designed for mineral exploration drilling, the Vacuum Drilling system has gained world wide application, with emphasis in bauxite and gold mining industries.
The system comprises vacuum pump, oil bath filter, sample separator, vacuum swivel and drive shaft adaptor to rotary drilling head.
The vacuum pump can be driven either hydraulically or mechanically from the existing drill rig power pack. Alternatively, separate independent drive source can be provided.
Continuous rating for the vacuum pump is 112 cfm at 20″ Hg vacuum.
First, sample is removed from the rod string via the vacuum swivel mounted above the rotary head. Then, cuttings proceed to the two stage sample separator for removal from the air stream and are collected in the bulk sample flask.
Separated air is then passed through the oil bath filter to being discharged from the vacuum pump.
The unique sample separation employed in the 101 Vacuum Drilling System, ensures uncontaminated recovery of all drill hole returns. Once removed from the air stream, the bulk sample can either be packaged in total or site split prior to dispatch to the laboratory.
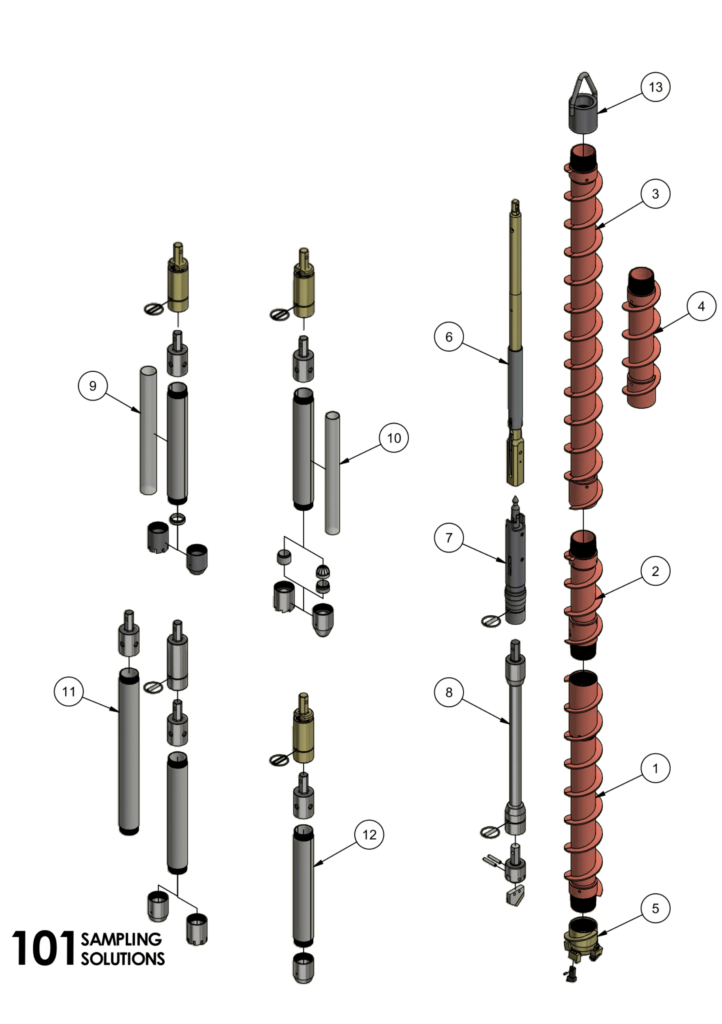
The 101 Vacuum Drill is complimented with a full range of vacuum drilling consumables including:
- Drill Rods
- Drilling Bits (For Various Ground Conditions)
- Sample Splitters